Газопламенная закалка может применяться в качестве альтернативы индукционной закалке. В некоторых случаях закалка с газопламенным нагревом является более экономически или технологически целесообразной по сравнению с закалкой ТВЧ. В качестве примера таких случаев можно привести закалку крупногабаритных изделий или закалку изделий, индуктор к которым невозможно изготовить.
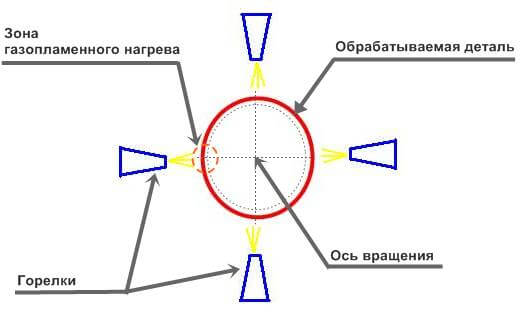
Сущность газопламенной закалки сводится к нагреву поверхности изделия пламенем, имеющим температуру 2500-3000°C. Для осуществления технологии используются обычные одно- или многопламенные горелки. В качестве топлива используется природный газ, керосин или ацетилен-кислородная смесь. Схема закалки с использованием нескольких горелок показана на рисунке.
Во время термообработки детали, ее поверхность быстро нагревается, при этом тепло практически не отводится к сердцевине и она не претерпевает фазовых изменений. В качестве закалочной среды чаще всего используются вода и полимеры.
При газопламенной закалке возможно получение слоя 2 - 4,5 мм. Твердость, как и при обычной закалке, зависит от содержания углерода в стали. Так, например, сталь с 0,4 - 0,5% углерода может иметь твердость 50 - 55 HRC. Если сравнивать твердость слоя после газопламенной и индукционной закалки, то при одинаковом содержании углерода, после закалки ТВЧ возможно получить поверхностную твердость на 5 - 10 единиц HRC выше.
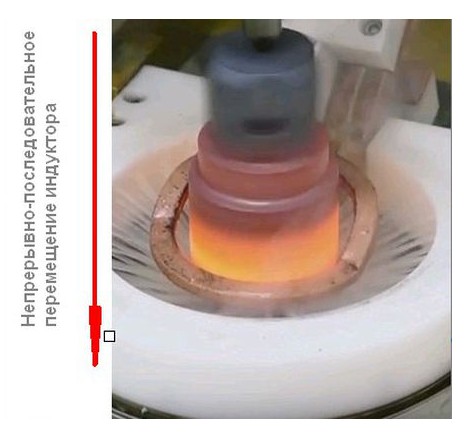
В качестве способов нагрева, на практике, так же как и при индукционной закалке, можно реализовать одновременный и непрерывно-последовательный нагрев.
В качестве заключения стоит отметить, что газопламенная закалка, в плане получения стабильного качества изделий (твердость и глубина слоя), значительно уступает закалке ТВЧ и лазерной закалке, но может эффективно использоваться при изготовлении крупногабаритных изделий, в мелкосерийном производстве или при производстве деталей, к которым не предъявляются высокие требования по качеству.